
Pump Flow and Pressure Problems in Industrial Chiller Systems
Pump flow and pressure problems can make an industrial chiller appear weak even when the refrigeration capacity is correct. This guide explains low flow alarms, pressure loss, pump direction, air in the circuit, blocked filters, flow switch issues, and piping resistance.
Quick Summary
Main problem
Insufficient flow or pressure prevents chilled water from reaching process equipment effectively.
What to inspect
Pump operation, water level, pump direction, filters, valves, piping distance, air pockets, pressure gauge, and flow switch.
Recommended action
Check the water circuit step by step before assuming the compressor or refrigeration system is the root cause.
When to contact support
Contact APT when the process loop is long, pump sizing is uncertain, low flow alarms repeat, or a custom pump configuration is needed.
Article Overview
For industrial users, chiller maintenance is not a minor background task. It directly affects stable process cooling, equipment protection, product consistency, energy use, and production availability. APT Chiller views maintenance and troubleshooting as part of the complete engineering support cycle, from chiller selection to long-term operation.
This guide is written for engineers, maintenance teams, overseas buyers, OEM equipment manufacturers, plant operators, and project managers who need practical information before contacting technical support or planning preventive chiller maintenance.
The guidance below is general and does not replace qualified electrical or refrigeration service procedures. When the issue involves electrical cabinets, refrigerant circuits, pressure protection, or safety devices, use trained personnel and follow site safety requirements.
Why Flow and Pressure Matter in Process Cooling
Cooling capacity describes how much heat the chiller can remove. Pump flow and pressure describe whether chilled water can move through the real process loop. Both are required for stable process cooling. If water cannot circulate through molds, tanks, spray guns, heat exchangers, laser systems, or piping, the cooling capacity cannot reach the heat source.
Many field problems are hydraulic rather than refrigeration-related. A chiller may be sized correctly by kW or tons, but still perform poorly if the pump cannot overcome piping resistance or if the flow path is blocked. This is why APT reviews flow rate, pump pressure, piping distance, process equipment, and installation layout before recommending a chiller.
Pump flow and pressure should be selected according to actual process demand, not only the nominal chiller model. OEM equipment, long pipe runs, small internal channels, filters, valves, and elevated tanks all influence the hydraulic requirement.
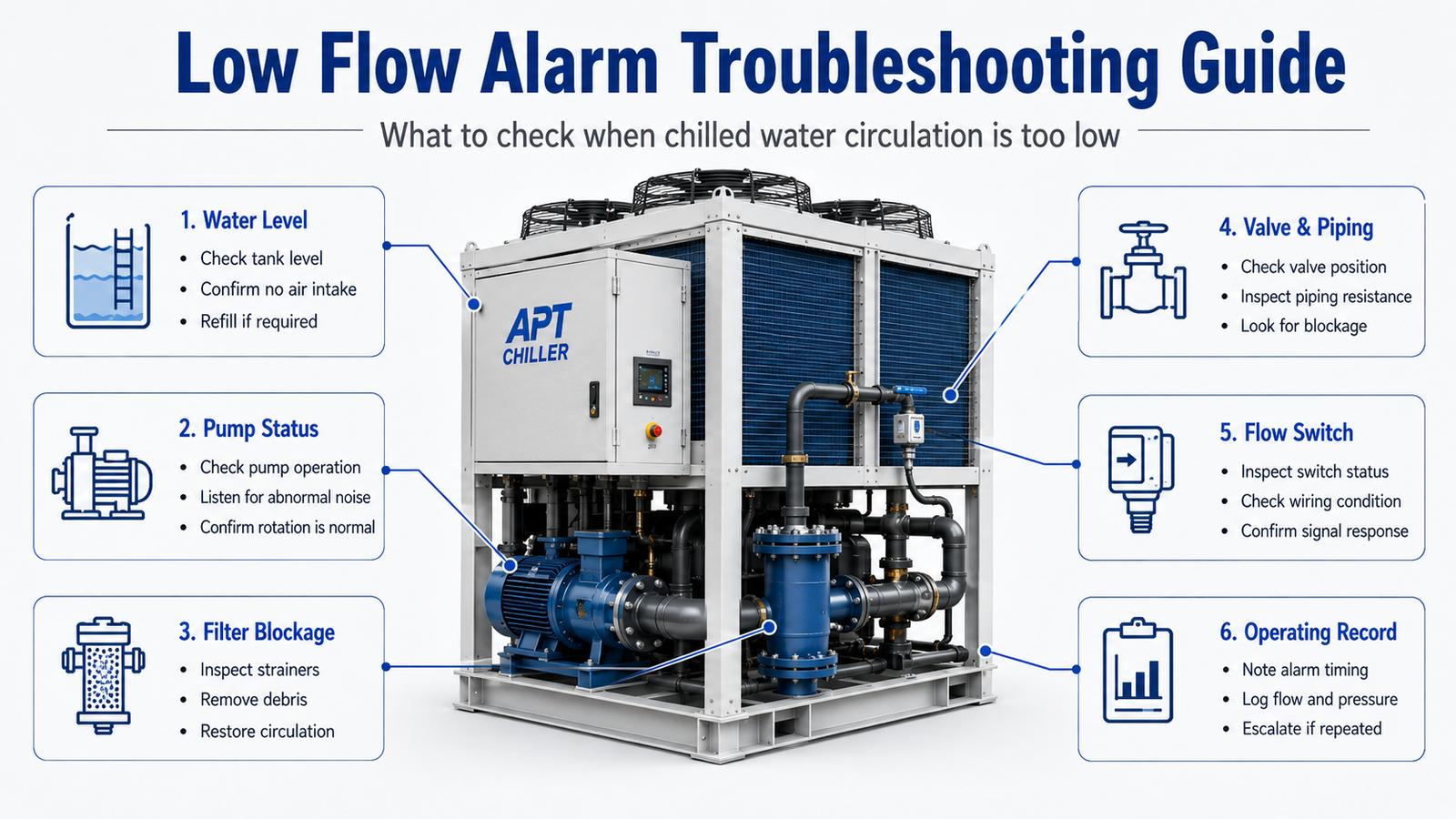
Common Causes of Low Flow
Low flow may be caused by low water level, air trapped inside the water circuit, blocked filters, closed or partially closed valves, undersized piping, excessive hose length, dirty process channels, flow switch faults, or pump wear.
Operators should inspect the simple conditions first. Confirm that the tank has enough water, valves are open, filters are clean, the pump is running, and no visible leakage is present. If the chiller was newly installed, check whether the circuit was fully vented and whether the pump rotation direction matches the design.
A low flow alarm is a protective warning. It should not be bypassed without understanding the cause because insufficient circulation can lead to evaporator freezing, unstable process temperature, and equipment overheating.
Common Causes of Insufficient Pressure
Pressure problems are often connected to piping resistance. Long-distance piping, small pipe diameter, elbows, high vertical lift, filters, heat exchangers, spray guns, molds, quick connectors, and narrow channels can all increase pressure loss.
A standard pump may be suitable for a short local loop but not for a long production line or multiple parallel branches. For applications such as thermal spray, injection molding, laser cooling, die casting, and chemical process loops, pump selection should be reviewed with the actual equipment path.
Insufficient pressure can create weak circulation at the process side even if the chiller outlet pressure looks acceptable. Field layout matters. This is why APT may recommend custom pump flow, higher pump head, larger piping, or external pump arrangements for certain projects.
Pump Direction, Air, Filters, and Valves
For three-phase pumps, incorrect rotation direction can reduce flow dramatically. This should be checked by qualified personnel during installation. Air in the water circuit can also reduce pump performance, cause noise, and create unstable pressure. Venting and proper tank design are important.
Filters and strainers protect the chiller but become restrictions when blocked. A filter that blocks repeatedly may indicate dirty water, scaling debris, rusty piping, or process contamination. Valves and quick connectors should also be checked because a partially closed valve can create unnecessary pressure loss.
Flow switch problems can create false alarms, but the flow switch should be checked only after the actual circulation condition is confirmed. A flow alarm may be correctly warning that the system is not circulating enough water.
When Custom Pump Selection Is Required
Custom pump selection is often required for long-distance piping, high pressure equipment, multiple cooling branches, spray gun cooling, mold cooling, large heat exchangers, external tanks, or OEM integrated systems. Custom chillers may also need special pump materials for corrosive liquids.
Before requesting a quote, provide the required flow rate, pressure or head, piping distance, pipe diameter, height difference, process equipment type, number of cooling points, and fluid type. These details allow APT engineers to match the chiller hydraulic design with the real process loop.
Maintenance and Troubleshooting Pain Points
Cooling capacity does not reach the process
Poor circulation can make process equipment overheat even when compressor capacity is available.
Repeated low-flow alarms
The alarm may indicate blocked filters, air, pump problems, closed valves, or excessive piping resistance.
Unstable temperature
Weak flow creates delayed heat transfer and unstable sensor response.
Wrong pump selection
A pump selected only by nominal chiller size may not match the actual site loop.
APT Engineering Support Approach
APT supports industrial chiller users with engineering-based technical support, not only product replacement. When reviewing a maintenance or troubleshooting question, APT engineers may ask for cooling capacity, target temperature, inlet and outlet temperature, pump flow and pressure, condenser condition, water quality, heat exchanger material, ambient temperature, voltage, alarm code, photos, and operating history.
This information helps determine whether the issue is related to preventive maintenance, water circuit inspection, condenser heat rejection, pump flow and pressure, heat exchanger protection, high ambient operation, spare parts planning, or original chiller selection. For custom industrial chillers, APT can also review pump configuration, heat exchanger selection, condenser design, control logic, and installation requirements.
Recommended Inspection Table
| Component / Problem | What to check | Possible cause | Recommended action |
|---|---|---|---|
| Low flow alarm | Water level, filter, valves, flow switch | Air, blockage, closed valve, sensor issue | Confirm actual water circulation before replacing parts. |
| Insufficient pressure | Pump head, piping distance, pipe diameter | High resistance or undersized pump | Review hydraulic layout and consider custom pump selection. |
| Pump noise | Water level and air in circuit | Cavitation, air pocket, low tank level | Vent air, refill water, inspect suction line. |
| Blocked filter | Filter element and pressure drop | Dirty water, rust, scaling debris | Clean filter and inspect water quality source. |
| Weak process cooling | Flow at equipment inlet and outlet | Long piping, narrow channels, wrong branch balance | Review flow path and confirm required flow for each cooling point. |
FAQ
Why does my chiller show a low flow alarm?
A low flow alarm may be caused by low water level, blocked filter, air in the water circuit, pump problem, closed valve, high piping resistance, flow switch issue, or insufficient pump capacity.
Can a chiller have enough cooling capacity but poor cooling performance?
Yes. If pump flow and pressure are insufficient, chilled water cannot circulate through the process equipment effectively, so the available cooling capacity does not reach the heat source.
How does piping distance affect chiller pump pressure?
Long piping, small diameter, elbows, valves, filters, and vertical lift increase pressure loss. The pump must be selected to overcome the total resistance of the real process loop.
Should the flow switch be bypassed?
No. A flow switch protects the chiller and process equipment from insufficient circulation. If it alarms, the actual water flow and circuit condition should be checked carefully.
Can APT provide custom pump configurations?
Yes. APT can review flow rate, pump pressure, piping distance, process equipment, fluid type, and installation layout to recommend a suitable standard or custom pump configuration.
Need help troubleshooting or maintaining your industrial chiller?
APT engineers can help review cooling capacity, water flow, pump pressure, heat exchanger condition, condenser design, and operating environment. Share your application, alarm information, operating data, photos, and maintenance history so the support discussion can start from practical engineering facts.